一、 单片出货 vs 拼版出货
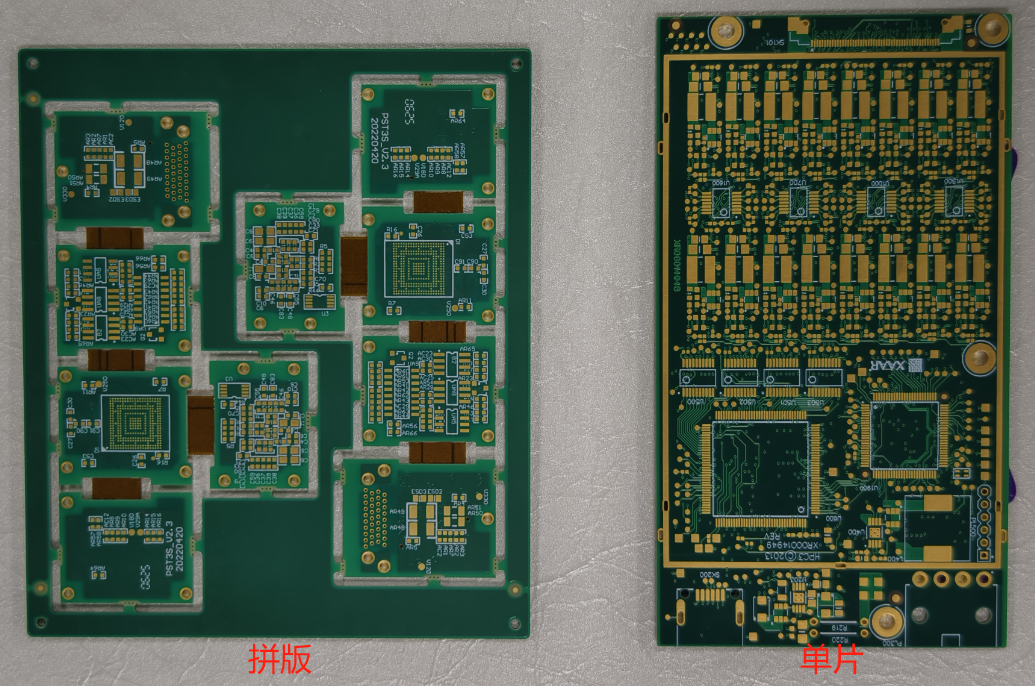
1、单片出货 (Single Board/Panel Out, 但不拼版)
Ø概念: 直接将设计好的单个PCB板子文件发给板厂生产,生产出来的就是一块块独立的、已经切割好的单板。
Ø特点:
l板厂负责切割: 板厂根据Gerber文件中的板框(Board Outline)进行铣削(Routing)或冲压(Punching),将大生产板(Panel)切割成最终的单板尺寸。
l无需用户设计拼版: 用户只需提供单板设计文件。
l后工序成本较高: 每块单板都需要独立的定位、夹持、过设备(如SMT贴片机、波峰焊),批量生产效率低,设备利用率低,导致单位成本高。
l适合场景: 样品制作、小批量生产、尺寸非常大或形状极其不规则的板子(不适合拼版)、对成本不敏感的项目。
2、拼版出货 (Panelization / Array Out)
l概念: 用户或板厂将多个相同的单板(或有时是不同的单板)按照一定的排列方式和连接方式组合设计在一个大的生产板(Panel)上。这个大的Panel作为一个整体进行生产(PCB制造和SMT组装),生产完成后,再由SMT工厂或用户自己将其分离成单板。
l特点:
工厂代拼(SET): 需要在PCB设计阶段或生产前设计拼版方案。
板厂按客供拼版(SET)生产: 交付给用户的是未分板的整块SET。
大幅提升效率,降低成本: 一块SET上可以放置几块、几十块甚至上百块单板。SMT贴片机、波峰焊等设备一次可以处理多块单板,显著减少了设备准备时间、传输时间和物料更换频率,极大提高了生产效率和设备利用率,从而显著降低了单位成本。
需要分离工序: SMT组装完成后,需要额外的工序(分板)将SET拆分成单板。
适合场景: 绝大多数量产场景,特别是中小尺寸的板子。 是降低生产成本的关键手段。
二、 拼版出货需要注意的问题
分板方式设计: 这是拼版设计的核心。
1、V-Cut (V型槽):
l原理: 在板子正反面用特殊刀具切割出V型凹槽(通常深度为板厚的1/3),但不切断。分板时沿V槽掰断或使用分板机折断。
l优点: 加工速度快,成本低,分板相对简单,占用空间小。
l缺点: 只能用于直线分割。分板时会产生应力,可能损伤板边附近的元器件(尤其是陶瓷电容、晶振等脆性元件)或焊点。分板边缘不如铣板光滑。
l注意: V槽两边板上的元器件(特别是高、脆元件)必须离V槽中心线足够远(通常建议 ≥ 0.5mm),且元件长轴方向不要平行于V槽。
2、邮票孔 (Mouse Bites / Breakaway Tabs):
l原理: 在单板之间的连接处钻一排密集的小孔(通常0.4mm - 1.0mm直径),形成薄弱点。分板时用专用工具或手工沿孔掰断。
l优点: 可以用于任意形状的分割(曲线、不规则边缘)。
l缺点: 分板边缘会有毛刺(需要打磨或修整),连接桥强度设计不当可能导致生产过程中单板脱落或分板困难。占用空间比V-Cut大。分板时也会产生应力。
l注意: 孔间距和孔径要设计合理,保证生产时连接强度足够,分板时又容易分离。毛刺可能需要二次处理。
3、铣槽分离 (Routing Depanelization):
l原理: 单板之间完全用窄槽(铣刀路径)隔开,仅保留少量的连接点(Tab)或完全不连(但通常建议保留Tab保证生产)。分板时用铣刀(CNC或手动)切断连接点。
l优点: 分板应力最小(尤其适合有边缘敏感元器件的板子),边缘光滑,可以用于任意形状分割。
l缺点: 加工成本最高,时间最长。连接点(Tab)位置需要设计,分板后Tab处可能有小凸起需处理。
l注意: Tab的位置、大小和数量要保证生产时Panel有足够强度,又便于分板。Tab通常设计在板子边缘,避免下方有元器件。
4、工艺边 (Tooling Edge / Rail):
l必要性: 为SMT生产线(传送轨道、定位针、光学定位点)和分板设备(夹持边)提供操作空间和基准。
l宽度: 通常单边5mm以上,常见为5mm-10mm。设备要求高的可能需要更宽。左右两边必须对称且平行。
l定位孔 (Tooling Hole):
在工艺边上放置至少2-3个(通常3个,非对称分布防止方向放反)非金属化孔(NPTH)。
孔径通常2.0mm - 3.0mm,精度要求高(如±0.05mm)。用于SMT设备的机械定位。
l光学定位点 (Fiducial Mark):
在Panel的对角(通常在工艺边上)放置全局基准点(Global Fiducial)。复杂的或精度要求高的板子,可能还需要在单板上或关键区域放置局部基准点(Local Fiducial)。必须是实心铜(阻焊开窗),与背景有高对比度(通常镀锡或沉金),大小适中(1.0mm - 3.0mm常见),周围有足够的无铜、无丝印、无阻焊区域(清空区)。
5、板间间距 (Board-to-Board Spacing):
lV-Cut: 相邻单板边缘间距(即V槽中心线间距)通常就是单板尺寸本身。但V槽本身会消耗一点材料(槽宽)。
l邮票孔/铣槽: 相邻单板边缘必须留出足够间距,用于放置连接桥/邮票孔/铣刀路径。最小间距取决于:
连接桥的宽度(邮票孔连接桥通常1.6mm - 2.0mm宽)。
铣刀直径(通常2.0mm铣刀,间距需 > 铣刀直径,例如2.5mm以上)。
板边元器件到相邻板元器件的安全距离(防止干涉或分板损伤)。
l一般原则: 至少2.0mm,推荐2.5mm或以上。越宽越安全,但材料利用率降低。

6、Panel尺寸优化:
l最大化利用率: 在满足设备限制(最大最小Panel尺寸)的前提下,尽可能在Panel上多排布单板,减少材料浪费。考虑板间间距、工艺边宽度、板厂标准生产尺寸。
l标准尺寸: 尽量将Panel设计成板厂常用的标准尺寸(如18"x24", 21"x24"等),以利用其标准材料和夹具,降低成本。务必与PCB板厂沟通确认其最优/标准Panel尺寸!
l强度与变形: 过大的Panel或排布不均衡(如“L”形)可能导致生产过程中变形(翘曲),影响良率和SMT贴装精度。尽量设计成规则矩形阵列,必要时增加工艺边或添加辅助边。
l方向与极性:
所有单板在Panel上的方向必须一致(通常是0°或180°旋转),避免SMT贴片机频繁旋转元件供料器,降低效率。
如果有极性元件(如二极管、电解电容),确保它们在所有单板上的方向设计一致且正确。拼版设计不能改变单板本身的元件极性。
7、Mark点要求:
l全局Mark点: 如前所述,放置在Panel工艺边上,用于整个Panel的对位。
l局部Mark点: 对于复杂、高密度、大尺寸单板,或者单板在Panel上位置靠内时,强烈建议在单板上放置局部Mark点(至少2个,对角放置),供贴片机更精确地对准单板上的元件位置。
lMark点标准: 遵循IPC或SMT设备厂家的规范(大小、形状、背景、清空区)。
8、测试点与分板:
如果板边有测试点,确保其位置不会在分板时被V槽、邮票孔或铣刀路径破坏。
考虑分板后单板的可测试性。
l与板厂和SMT厂的沟通:
l至关重要! 在最终确定拼版设计前,务必将你的拼版方案(Gerber文件或图纸)发给PCB板厂和后续负责SMT组装的工厂进行确认。
l板厂关注: 工艺可行性(V槽深度、邮票孔孔径)、Panel尺寸是否合适、材料利用率、加工能力(最小线宽/间距、钻孔等在拼版边缘是否满足)、是否满足其标准。
lSMT厂关注: 工艺边宽度/定位孔位置是否匹配其设备、Mark点设计是否规范、板间间距/元件布局是否满足其贴装和分板要求、分板方式是否可行(尤其对有敏感元件的板子)、Panel强度是否足够过生产线。
三、 如何设计PCB拼版
1、在PCB设计软件中完成(推荐):
大多数专业PCB设计软件(Altium Designer, KiCad, Cadence Allegro, Mentor PADS等)都内置了拼版(Panelization)功能或支持创建拼版PCB文件。
优点: 精度高,可控性强,能直接生成包含拼版信息的Gerber文件,避免沟通错误。
步骤(以常见软件为例):
Ø完成单板设计并验证通过(DRC检查无误)。
a. 新建一个PCB文件作为拼版文件(Panel File)。
b. 将单板PCB文件作为“模块”(Room)或“嵌入板”(Embedded Board Array)多次放置到拼版文件中,排列好位置和方向。
c. 在拼版文件中添加工艺边(在机械层绘制板框),并在工艺边上添加定位孔(NPTH)和全局Mark点。
Ø 在单板之间添加分板方式:
lV-Cut: 在机械层(或特定V-Cut层)绘制直线(表示V槽中心线)。
l邮票孔: 在需要连接的地方绘制连接桥(实心区域),然后在连接桥上放置一排NPTH小孔。
l铣槽+Tab: 在机械层绘制单板的外框(铣板路径),在需要保留连接的地方不画线(形成Tab)。
d. 运行DRC检查,确保拼版设计无误(特别是间距、孔到铜的距离等)。
e. 生成拼版Panel的Gerber文件(包含所有需要的层:布线层、阻焊层、丝印层、钻孔层、板框/机械层、V-Cut层等)和钻孔文件(NC Drill)。
2、使用专用拼版软件:
有一些第三方软件专门用于PCB拼版设计,可能提供更自动化的排板优化功能。
通常也需要导入单板的Gerber文件。
3、委托PCB板厂-深圳健翔升公司专业工程人员设计:
l将单板的Gerber文件发给PCB板厂,并告知你的要求(分板方式、大致排板数量、工艺边要求等),由板厂工程师进行拼版设计。
l优点: 省事,板厂经验丰富,能根据其设备和材料优化。
l缺点: 沟通成本可能高,最终方案可能不完全符合SMT厂要求(最好三方沟通),可能产生额外工程费(NRE)。务必要求板厂提供拼版设计图供你确认!
四、总结
l单片出货: 单板独立生产切割,成本高,适合样品/小批量/特殊板。
l拼版出货: 多单板组合成大Panel生产,显著提升效率降低成本,是量产首选。
l拼版核心: 精心设计分板方式(V-Cut/邮票孔/铣槽+Tab)、工艺边(含定位孔/Mark点)、板间间距和Panel尺寸优化。
l重中之重: 务必提前与PCB板厂和SMT组装厂沟通确认拼版设计方案! 忽视这一步是导致生产问题(如无法上SMT线、分板损坏、良率低)的最常见原因。
如果看完上面的内容还不知道如何拼版,欢迎与健翔升业务人员联系。